 服务热线
服务热线18961631555
 联系我们
联系我们 在线留言
在线留言 微信咨询
微信咨询
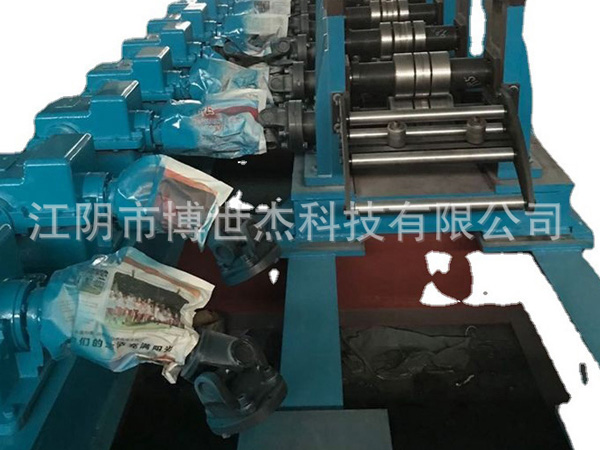



一、主要组成
开卷机、校平送料一体机、液压冲孔、成型主机、定尺切断、收料台、电器控制等系统组成。
二、设备功能简介
我公司研发的电气柜立柱成型生产线为冷弯成型设备。
设备组成主要包括:放料装置、校平装置、自动送料装置、连续冲孔装置、冷弯成型主机、定尺切断装置、自动收料装置、电气控制系统等部件组成;
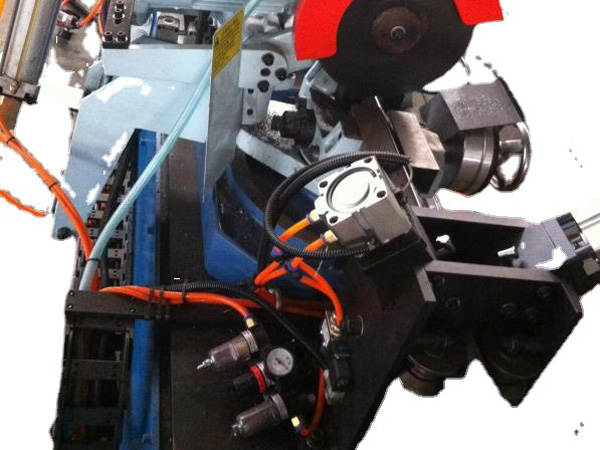
主要功能:材料校平、伺服自动冲连续密集孔、冷弯成型、自动点焊、自动下料、自动钻孔等。
三、自动化生产线优点
1、高度的自动化程序,减少人工操作;
2、工作效率高,企业产能;
3、整个工艺的生产流程稳定,产品的品质和性;
4、大批量生产,降低了企业生产成本。
四、 主要参数
操作系统:触模大屏
控制方式:PLC
传动模式:齿轮立传动
材料规格:Q235
生产速度:0-18m
切断方式:液压切断
总电机功率:35.5kw
切断尺寸公差:≤ ±0.5mm(长≤3000mm)
切断模具材质:Cr12MoV
气源:0.5m3/Min;压力为0.7MPa
五、生产线主要参数
材料规格:Q235冷轧带钢
材料厚度:1.5mm/2.0mm
生产速度:0-8米/分钟(根据用户需求定制)
生产规格:长度自由设定(可定制)
电压参数:380V/415V,50Hz, 3相
气源:0.5m3/Min;压力为0.7MPa
液压油型号:46#液压油
齿轮油型号:18#齿轮油
轧辊材质:Cr12数控加工;淬火处理,硬度达HRC58°-60°
驱动电机:变频电机驱动
总电机功率:约28kw(不含焊接部分)
切断模具材质:Cr12MoV
传动模式:龙门式+立传动齿轮箱
切断方式:液压切断
切断尺寸公差:≤ ±0.5mm(长≤0mm)
操作系统:触摸屏人机界面操控
电气控制:三菱PLC程序控制
占地空间: 28*3*3米(长×宽×高)
六、电气柜立柱生产线工艺流程
带钢上料→钢卷放料→材料校平→高精度伺服送料→冲床组合式模具冲孔→高精度冷弯成型→自动焊接(立柱)→切断→收料→电气控制系统





 扫一扫
扫一扫