 服务热线
服务热线18961631555
 联系我们
联系我们 在线留言
在线留言 微信咨询
微信咨询
1.产品标准
2.1 GB/T6725-2002 《冷弯型钢条件》
2.2 GB/T6728-2002 《结构用冷弯空心型钢尺寸、外型、重量及允许偏差》
2.3 GB6723-86 《通用冷弯开口型钢尺寸、外形、重量及允许偏差》
2.4 GB/709-88 《热轧钢板和钢带的尺寸、外形、重量及允许偏差》
2.5 GB/708-88 《冷轧钢板和钢带的尺寸、外形、重量及允许偏差》
2.设备要求
2.1设备条件:
2.1.1设备占地面积: 35×2.5×5(长×宽×高)米。
2.1.2设备进料方向:左进右出。
2.1.3电压参数380,50Hz,3相。
2.1.4气源:流量为0.5m3/分钟;压力为0.6MPa。
2.1.5液压油:46#液压油。
2.1.6齿轮油:18#双曲线齿轮油。
2.2设备主要参数
2.2.1 轧制带钢宽度:≤300 mm
2.2.2 轧制带钢厚度:1.5mm
2.2.3 轧制带钢材质:B340/B420(B420材质是试验材质,如果B420效果不好,就采用B340材质钢带)
注:因为有两种材料,冲模先按照B420材料做,如果后期确定需要增开B340模具,需方需要另外付费增加模具。
2.2.4生产速度:冲床冲孔速度约为10米/分钟
主机成型速度约为10米/分钟
设备整体速度快为3米/分钟,具体速度与焊接速度、切割长度有关。
2.2.5 轧制工件长度:512mm、1112mm(材料长度偏短,整机速度偏慢)
2.2.6 轧制工件长度精度:1000mm±0.5mm
对于长度精度及速度的要求,目前准备两种方案。第一,采用单根断切;第二采用多跟断切后人工分切单根。(切割机不含在本合同里,如果选择第二种方式,则客户再购买切割机。)
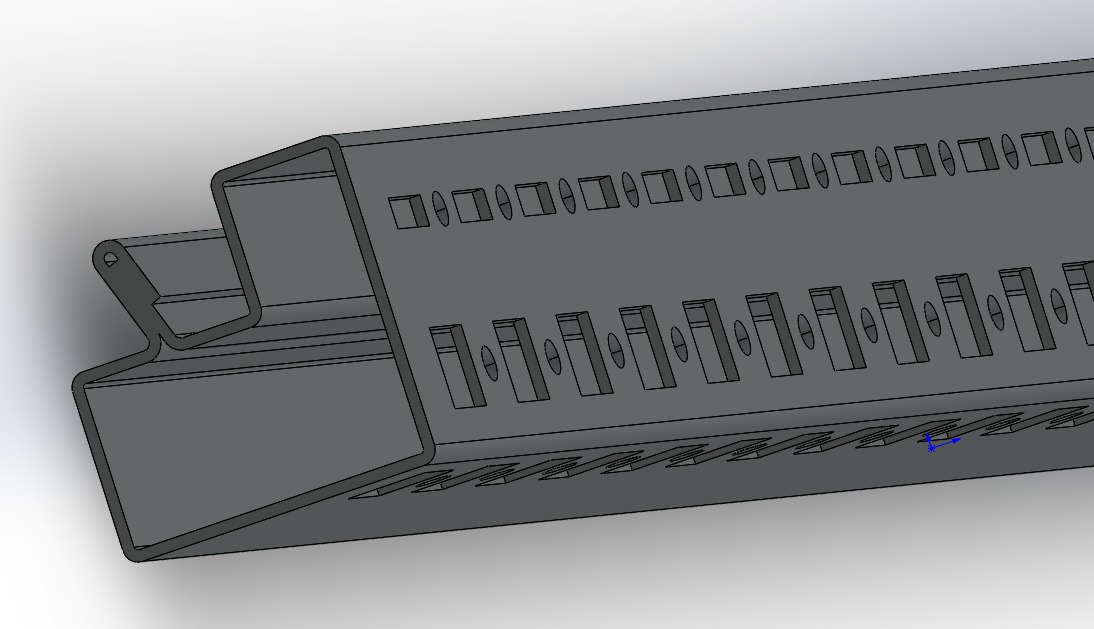
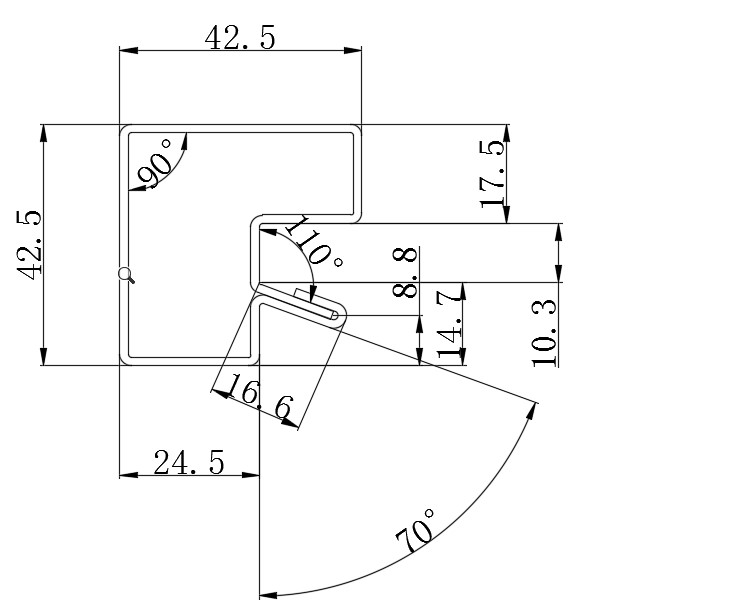
3.轧制产品范围
3.1 本冲压/成型机组可以轧制厚度为1.5mm的型材。
3.2 轧制产品规格尺寸(详细规格尺寸另见图纸)
4.供货及服务范围
4.1本条款规定了合同设备的供货范围,卖方所提供设备为全新的、成熟的,且设备的性能、功能符合条件的要求。
序号 | 设备名称 | 设备型号及规格 | 数量 | 电机功率(KW) | 备注 |
1 | 被动式放料机 | MT-300 | 1台 | ||
2 | 对焊机 | 280 | 1台 | 20KW | |
3 | 主动校平机 | XP-350 | 1台 | 2.2kw | |
4 | 伺服送料机 | NFC-350 | 1台 | 3KW | |
5 | JH21-125 冲床 | JH21-125 | 1套 | 7.5KW | 需方自购 |
6 | 冲模1 | 1套 | 气动抽芯模具 | ||
7 | 成型主机 | GY150型 | 1台 | 2*15KW | |
8 | 伺服跟踪切断 | 1台 | 5.5KW | ||
9 | 出料台 | SL-300X4000 | 1台 | ||
10 | 成型机电器控制系统 | 1套 |
4.2卖方供货范围完整,以用户安装、运行要求为原则,在规范中涉及的供货要求也作为本供货范围的补充。
4.3卖方应提供安装和检修所需的随机备品备件和工具。
5.设备结构、性能概述
5.1 成型设备构成及生产工艺流程
5.1.2 成型设备生产工艺流程
被动放料机 → 对焊机→ 主动校平机 → 伺服送料→冲床冲孔→辊压成型→定位伺服跟踪切断→收料

5.2主要设备结构、性能概述
5.2.1 被动放料机
被动放料机参数:
板料宽度:≤250 mm;材料厚度≤1.5mm;
料卷内径:φ508mm; 内径涨缩范围ф480-520 mm;
料卷大外径:φ1200mm;承载重量:≤3T
带气动压料臂
5.2.2对焊机
功能:钢带两头液压剪切,气动压紧,氩弧焊接
1.参数:适用带材宽度60~260mm,适用材料厚度0.5~3mm
焊接速度范围500~1500mm/min
对焊机底座带轨道滚轮,可左右移动焊接。
2.焊机参数:
种 类 :WSM-400
输入电压: 三相 AC380V±15%
频 率 :50 , 60HZ
额定输入电流 :15 A
输出电流调节 :10-400A
空载电压 :66 V
负载持续率 :60%
引弧方式 :高频引弧
5.2.3主动校平机
校平机参数:
a.工作辊数:11辊式校平机
b.结构特点:校平辊经调质、镀铬处理后其刚性、表面粗糙度等机械性能大大提升;其由夹送辊及校平辊组成,夹送辊可单独调整,校平上辊采用整体结构,前后设两个调整点,可形成一定的倾斜角度,便于提升校平质量。校平机前后均带有引料过桥装置。电机配置:380V 2.2KW 4极
5.2.4 NCF300伺服送料机
a.功能:送料
b.结构特点:采用伺服电机驱动-2KW。多段式送料:可输入10组不同送料长度,每组提供999次冲压次数。液晶触摸显显示便于更改、设定各参数。自动感应启动系统与冲床联动(控制冲床的启动)。
电机配置: 380V 3KW 4极,空压机需另配。(流量为0.5m3/分钟;压力为0.6MPa。)
5.2.5 冲床(冲床需方自购)
冲床采用扬力冲床JH21-125
型号:JH21-125型冲床订购要求
1、冲裁力125T
2、参数参照扬力集团此型号,冲床台面板按照模具要求加工
3、PLC采用三菱FX3U+FX3U485BD
4、电压为380V,50HZ
5、低压电气采用施耐德品牌
6、在自动运行时在任一时刻停止时,冲床滑块都要处于“上止点”即冲床在任一时刻停止,都不能有“超程”报警(自动运行)
7、控制回路电压要采用DC24V电压
5.2.6冲模
模具凹模材料采用Cr12MoV,冲头材质采用SKD11,采用启动抽芯组合模具通过PLC控制实现自动抽芯重置型材。模具送料大冲孔步距定位200mm。
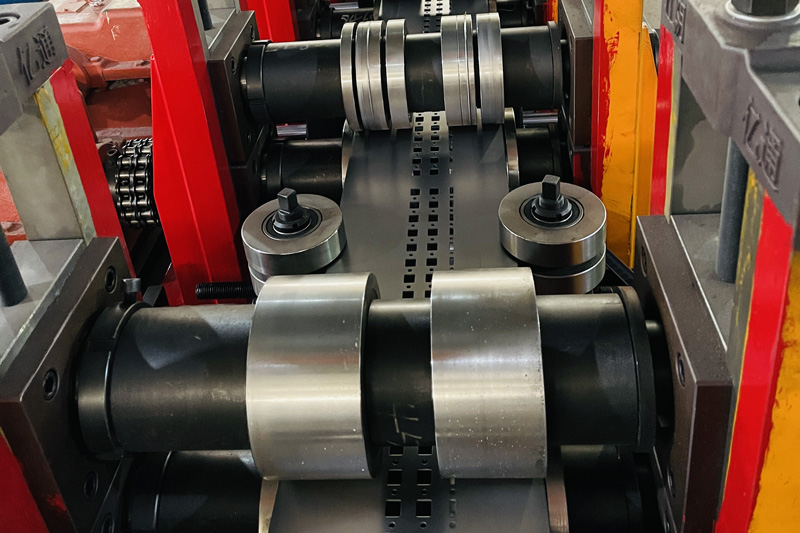
5.2.7成型主机
成型道次:30道
成型品种:(见图)
成型机架:齿轮箱+牌坊式
大进料宽度:≤300mm
大材料厚度:1.5mm
轧辊轴轴径:φ80mm
轧辊材质Cr12Mov
主传动电机: 2*15kw 变频电机驱动。380V 4极。
设计时考虑设备的坚固机稳定性。
5.2.9 伺服跟踪切断机
a.形式:冷锯剪切
b.结构特点:切断机放在成型机后,由主机定长,光纤或启动冲孔定位,伺服跟踪切断,切断长度可以自行设定。
伺服采用电机功率3KW
伺服跟踪机械装置采用滚珠丝杠和直线导轨,传动平稳。
5.2.10出料台
结构:辊筒式,无动力
5.3 电器控制系统
整线采用PLC控制,液晶显示触摸屏,人机界面。实现人与PLC的交互。操作人员通过设定的程序自动运行(可编程控制)并对控制过程进行监控,实现操作人员控制生产线和修改控制参数,并可实时监控设备运行状态,运行参数和故障指示等。 制件长度数字设定,制件长度可调整。实时监控设备运行状态和故障指示。
电器控制要求:
1. 该产品由两种长度,需要将这四种长度的数据存储编码后可以调取使用
2. 增加一个可调节冲孔参数设置,用于非标产品长度
电气柜型材成型机组随机配件
序号 | 备件(工具)名称 | 数量 | 备注 |
1 | 常用板手 | 1套 | |
2 | 专用大螺丝扳手 | 1件 | |
3 | 内六用扳手 | 1套 |
主要元件配置清单
序号 | 名称 | 数量 | 品牌 | 备注 |
1 | PLC | 1 | 三菱 | |
2 | 主机电机 | 2 | SEW | |
3 | 减速机 | 2 | 国贸 | |
4 | 变频器 | 2 | 三菱 | |
5 | 伺服送料电机 | 1 | 安川 | |
6 | 伺服跟踪电机 | 1 | 三菱 | |
7 | 触摸屏 | 1 | 三菱 | |
8 | 低压电器即传感器 | 西门子或欧姆龙或施耐德 |
注:因对焊机为外购定制产品,故部分电器品牌不遵循上述表格
价格表:
序号 | 设备名称 | 设备型号及规格 | 数量 | 价格 | 备注 |
1 | 被动式放料机 | MT-300 | 1台 | 1万 | |
2 | 对焊机 | 280 | 1台 | 4.8万 | |
3 | 主动校平机 | XP-350 | 1台 | 1.8万 | |
4 | 伺服送料机 | NFC-350 | 1台 | 3万 | |
5 | JH21-80 冲床 | JH21-80 | 1套 | 需方自购 | |
6 | 冲模1 | 1套 | 2.2万 | 气动抽芯模具 | |
7 | 成型主机 | GY160型 | 1台 | 46万 | |
8 | 伺服跟踪切断 | 1台 | 6.8万 | ||
9 | 出料台 | SL-300X4000 | 1台 | 0.2万 | |
10 | 成型机电器控制系统 | 1套 | 5万 |

 扫一扫
扫一扫