 服务热线
服务热线18961631555
 联系我们
联系我们 在线留言
在线留言 微信咨询
微信咨询


一、SZ90系统轻钢别墅龙骨的生产线特点
整条生产线集合了成型、冲孔、切断等多项于一体的生产设备。
整条生产线由放料系统、成型系统、冲孔/切断系统、电控系统等部分组成。
二、产品参数
①软件:FT-Vertex软件
②主设备长 m:3.7
③重量 t:≈3.5
④整条生产线长度 m:≈13-16
1、生产成品参数
| 原材料材质 | G550镀锌 |
| 板材厚度 mm | 0.75-1.2mm |
| 进料宽度 mm | 180mm |
| 版型图 | 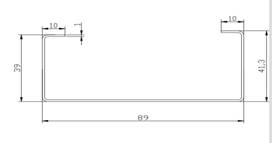 |
| 成型速度 m/min | ≤35(实际生产速度根据打孔数量) |
2、成型主机
| 进料 | 导向板+导向轮组 |
| 主机轧辊数量 | 12组成型排数 |
| 校直 | 两轴两靠组件 |
| 冲孔 | 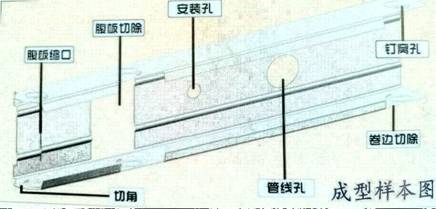 |
| 压辊模具材质(压型轮) | GCr15 |
| 加工工艺 | 数控加工淬火、热处理HRC56-62、端面磨、精车等多程序 |
| 轴材质 | 40Cr数控加工后调制HRC28-32,然后精车电镀洗键槽 |
| 电源电压 | AC380/50Hz(根据客户要求订制) |
| 喷码机 | 使用成熟喷码机 |
| 传动方式 | 齿轮传动(上下轴间为齿轮传动,水平各模具间为链条传动) |
| 加工精度 mm | ±0.5 |
| 主机功率 kw | 5.5 |
3、控制系统与液压系统
| 主控柜 | 电器控制柜PLC 1台 |
| 控制软件 | FT-C89+(自动数控软件) |
| 伺服系统 | 伺服电机+精密行星齿轮减速机 |
| 模具切断 | 较好的液压驱动,成型后自动切断,不变形,无废料,水平高 |
| 刀片和模具材质 | CR12Mov 钢淬火处理 60-62℃ |
| 控制柜 | PLC(台达) |
4、放料架
| 载重 | ≤3吨 |
| 撑紧方式 | 手摇连杆中心向外撑紧 |
| 刹车 | 主轴双抱紧刹车 |
| 驱动 | 被动驱动送料 |
| 装卷内径 mm | 450-550 |
| 装卷外径 mm | 1250 |
| 进料宽度 mm | 300 |
5、收料架
①长度 m:3
②长度可根据客户要求订制
6、配件和说明书
①工具箱一个
②电器易损件:接触器触头2件、熔断器4套、 胶垫1套、螺栓扳手1套、说明书1册
7、售后和维修方面
①提供支持
②买方负责支付签证费,往返费,食宿费和期间工资等(限)
③调试和安装无需另外付费
④需要相关工艺人员
⑤培训时间:一周(包括安装调试的时间)
四、轻钢别墅设备生产流程如下


 扫一扫
扫一扫